
特斯拉(TSLA.US)带火的一条隐秘赛道!
一直以来,很多人使用“长尾”一词,来解释亚马逊等电子商务的商业模式。也就是日后大名鼎鼎的“长尾理论”。
所谓长尾,通俗的讲,就是互联网应用催生的销售渠道拓展,位于细长的尾巴末端的小众商品,也可以汇聚成庞大的市场规模。
进入成长期的新能源汽车,每一辆车上的重要零部件,在庞大的C端市场,都会形成一个不小的蛋糕。
每一个成功男人的背后,都会站着一位默默付出的女人。
而每一个成功的新能源汽车背后,都会有一个火里滚三回,容器里压三回的压铸环节。
本期就和大家聊聊新能源汽车里,流淌着汗水默默无闻者——压铸产业。
No.1 汽车工业中的铁匠
01 金属加工的艺术
但凡是金属制品,需要造出各种形状,一般都会用到几种工艺:
铸造:将金属溶液直接注入铸模具,形成一定形状的金属成型工艺。比如我国夏商周时期搞出来的青铜大鼎。当然,铸造的质量要稍微差一点。
锻造:一个工件,经过敲击捶打,或者其他压力冲击等方式,获得一定形状,并且拥有更好强度的加工工艺。这样得到的产品,性能和强度上都强于铸造件。
比如我们熟知的打铁,就是典型的锻造工艺。
冲压:就是将一个金属工件,放于冲压机下,冲压机上装有模具,用冲头冲出模具中设计好的产品。
简单地说,冲压就是把冷的金属材料用机器压成型,比如日常的不锈钢餐盘。
这种工艺是近现代大工业生产的产物,标准化、效率高、质量好。
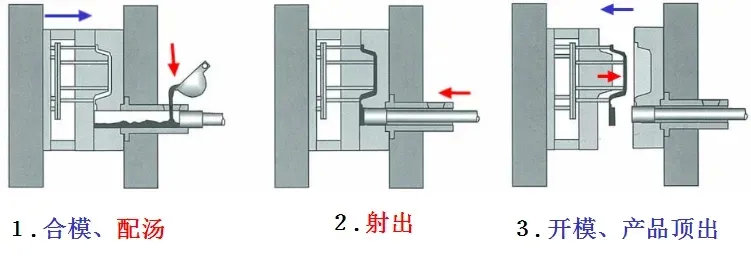
压铸的工艺,是铸造和冲压的结合体。
将融化的金属液体注入一个模具当中,再使用外界的压力压实一下,就可以得到想要的形状。
如果是溶液自然流入铸模,可能铸件会产生气孔的缺陷,所以用一定的压力注射熔体,这样的话,会相应减少缺陷。
压铸工艺的一般流程
同样是玩铁的,技术的不同,对应的应用也是不同的。
由于压铸工艺可以塑造构成复杂的形状,也足够结实,所以在精密零部件加工上,特别是铝合金加工上应用较为广泛。
无论是诞生的时间还是应用的程度,压铸工艺并不是一个新鲜的东西。很多需要一定形状的工业品都会用到压铸工艺。
现代化大生产,还有一种金属玩法是车床切削。特别是数控机床的诞生,可以造出各种形状的工件,但往往适用于一些较为精密的小个头工件上。
02 汽车部件的加工路线
要想把一堆堆的钢铁或者合金变成一辆汽车,使用最多的就是前面提到的几种工艺,其中,最为常用三种技术:冲压、铸造、焊接。
通过冲压和铸造得到各种零部件,再把零件焊接在一块,涂上既美观又能防锈的涂装,之后把车身、底盘和内饰等部分像拼积木一般组装到一起。
特别是焊接环节,不同材质、不同形状的部件要组成车的“骨架”,需要1500个到6000个焊点。当然,都是采用大量工业机器人进行。
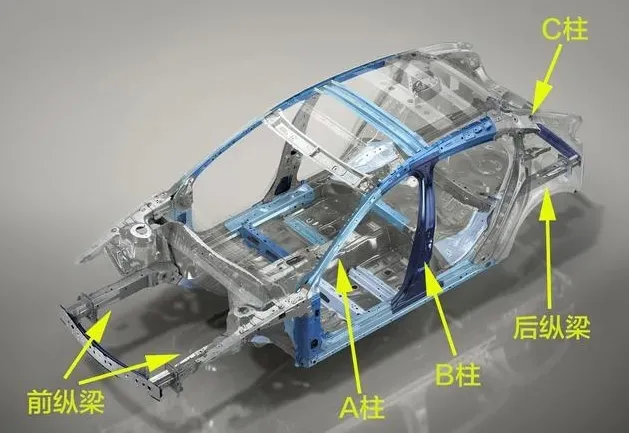
经过上面几种工艺的合成,就形成了一辆车的基本架构,主要是由前后梁、立柱等构成的“四梁六柱”。
汽车车身结构图
市面上的主流车厂为了节约成本,超高强度钢材的部分只有两侧和前部,其他部分多是根据需求选择更经济的材料,这就导致发生严重追尾时,“受害车”往往比肇事车辆伤得重。
可以看出,一个汽车车身的生产过程,是由多个部件焊接而成。在这些零部件当中,使用压铸技术完成的一些高精密部件,呈现出“小而散”的产业格局。
No.2 特斯拉的搅局
2020年,在特斯拉的超级工厂中,多台印有IDRA(意德拉)标志的压铸机出现在生产线上。
这是一个长19.5米、高5.3米,足足有一个篮球场大小的巨型机器,总重量更是高达400吨,相当于20架F22战斗机的常规重量。用于一体铸造Model Y车身的6000吨超级压铸机。
特斯拉车间一体化压铸机

图片来源:网易新闻
正是这个巨型一体化压铸机的使用,让马斯克得意的对外宣称:Model Y的后地板制造成本足足下降了近40%。
在这个部位上,普通车企需要70个零件冲压+焊接需要2小时以上,到了特斯拉这里,只需要两套模具,压铸2个零件,全程两分钟搞定。
而这台巨型压铸机制造商的控股公司——力劲科技(00558)。因为与特斯拉的合作,也让它的股价在一年内暴涨了20倍。
暴涨的背后,是大家对一体化压铸催生新赛道的无限期望。
至于是不是新赛道,需要了解两个基本问题:传统汽车工业为什么不使用一体化压铸?一体化压铸为什么活跃在当下?
01 传统汽车制造为什么不使用一体化压铸?
既然一体压铸的优点这么突出,那为什么之前大家都不用呢?就特斯拉的工程师聪明?还是之前的技术水平达不到?
其中的根本原因在于,在工艺日臻成熟的汽车制造领域,存在着一个不可能三角问题。
汽车制造的不可能三角

图片来源:君临
也就是说,大部分的汽车厂商在生产效率、成本和质量三个方面上,很难同时做到最优。
大部分车企遵循的制造逻辑是:以质量为纲,追求生产效率,通过控制成本以实现利益最大化。
压铸虽然是一体成型,听起来似乎强度更大,实际上过程控制更难,不及冷冲压来得成熟。
另外,压铸工艺,是将金属液融化加压喷射注入模具,不得不考虑热胀冷缩等导致变形的因素。并且不合理的温度变化过程还可能影响零件强度一致性。
关键问题在于,成熟的上游——钢厂,成熟的工艺——冲压+焊接,如果改变,整个产业都要有新的配套和摸索的过程。
所以长期以来,对于BBA(奔驰、宝马、奥迪)来说,车型众多,价格体系稳定,采取冲压和焊接,以及供应商提供零部件方式,经济性上更高。
正因为如此,采用铸造方式的零件,往往都用在了只考虑强度的场景,比如发动机缸体、转向节等大块坨坨上。
02 一体化压铸为什么登上热搜?
特斯拉的存在,无论对于传统汽车还是新能源汽车来说,都是一条鲜活乱蹦的鲶鱼。
说来有趣,前面提到的那台巨型压铸机,来自于一辆玩具小汽车,它本是马斯克书桌上的模型。
某一天发呆中的马斯克忽然灵光一闪,如果把铸造玩具汽车的机器无限放大,那么特斯拉的下一辆是否也可以一体成型?于是乎,马斯克立刻就给IDRA下单。
在特斯拉全球四大工厂中,6000吨级别的一体化压铸机,上海和柏林工厂分别拥有三台,加州工厂和德州工厂各一台。
这些设备的布局,也被媒体解读为特斯拉会像造玩具一样,一次性整体压铸一辆汽车。
实际上,马斯克采用一体化压铸机生产的部件是汽车的后地板,并不是整个车身。
具体位置在后排座椅下面,也就是后排乘客的屁股下面。
它的作用是什么呢,根据字面意思,地板地板,用来容纳和放置的,并不是主要参与结构安全的部分。
特斯拉后地板一体压铸结构图
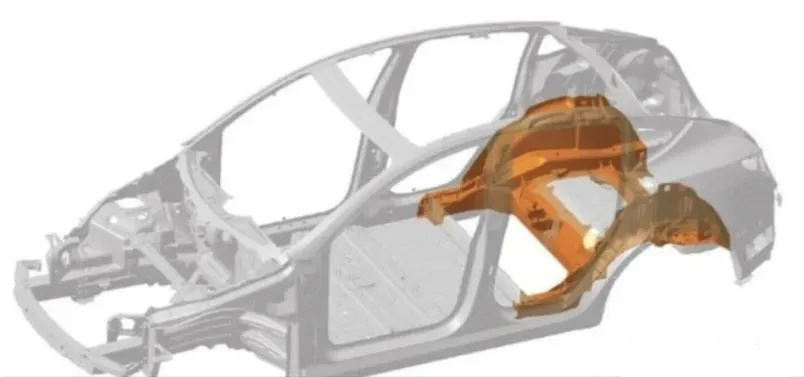
图片来源:特斯拉
在前面提到过,汽车制造工艺当中,从钢材到冲压焊接,都形成了一套极为成熟的产业流程。由于不可能三角的存在,压铸一直没有在大件上应用。
而作为需要精打细算,将每个毛孔里的成本都压缩到最低的新能源汽车厂商,在后地板这个不需要承担太大质量风险的部位,进行一体化压铸,既可以降低成本,又可以提高效率。
总体上来说,这是特斯拉在其他大件上试图一体化压铸的一个尝试。
尽管是尝试,已经有一种颠覆传统汽车制造工艺的气势。
不出意外的话,特斯拉的最终目标,就是像造玩具一样造车。压一个车头,压一个车位,然后焊接在底盘上,铺上电池直接搞定。
一个一体化压铸机,几套模具,三下压出一台车。
No.3 老产业的新赛道
由于燃油车的车身结构件起支撑、抗冲击的作用,质量直接关系到车身承载能力。因此,结构件对强度、延伸率和可焊接性能都有较高的要求。
传统低压、重力压铸和普通真空压铸都很难满足该类部件的性能要求,这是阻碍车身结构件铝合金渗透率提升的主要因素。
但新能源汽车时代的到来,在三个维度上会加速一体化压铸的普及度。
01 轻量化
汽车电动化加速,纯电动车由于携带较大的电池包,导致汽车自重(整备质量)大幅提升,整备质量高成为制约电动车提升续航里程的重要因素。
从主销电动车看,低配的 B 级纯电动汽车整备质量约在1900kg-2000kg之间,而同级别燃油车的整备质量约为1400kg-1500kg,平均重约500kg。
部分新能源汽车与燃油车重量比较
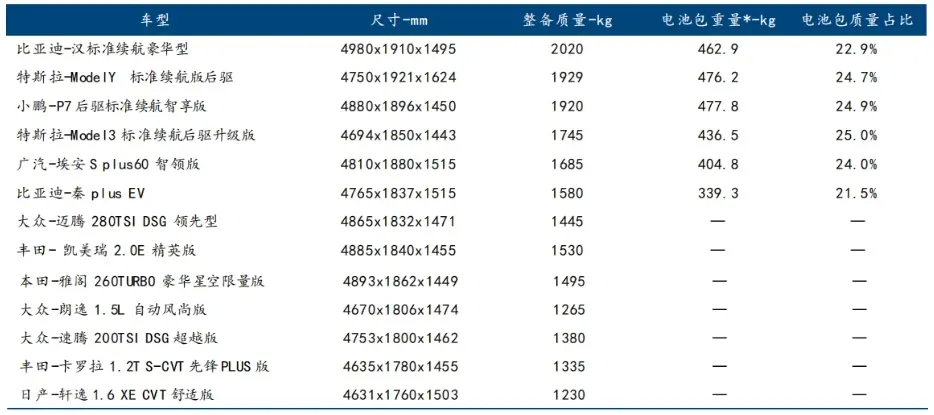
数据来源:懂车帝
一辆新能源汽车的主要重量占比来自于电池包,续航里程需求催生车身轻量化。而轻量化路线一般是在材料、设计、工艺三个方面进行平衡。
我国汽车轻量化路径
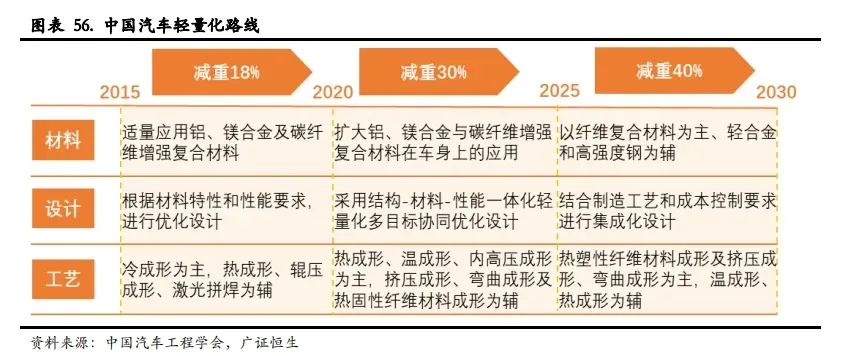
图片来源:中国汽车工程协会
与燃油车相比,电动车在车身、底盘结构件上更加积极采用铝合金压铸件。随着高真空压铸工艺、大吨位一体化压铸机的发展,铝合金压铸的结构件将会更加普及。
02 新结构
新能源汽车特别是纯电动车型,没有了发动机和变速箱以及其他核心部件,结构发生巨大变化。但也诞生一些新的零部件。
例如用于电池包壳体的大型薄壁铝合金件,对压铸工艺要求较高,需要一次性较大规模的模具和大吨位压铸机投入。
锂电池一体化压铸壳体

图片来源:文灿股份招股说明书
又比如电驱动壳体的设计。纯电动汽车不同于传统燃油车,电池+电机取代发动机成为汽车的动力输出系统。电驱动系统设计经历了独立式、二合一、三合一和多合一的发展阶段。
而集成了更多功能的电机壳体,也将从独立式走向集成式设计:减速器、电机和电控三大件壳体一体化,都要求一体化压铸工艺。
03 高效率
一体化压铸车身是轻量化技术的升级,取代之前钢制的众多车身结构件和底盘件,使得车身结构大幅简化。
在轻量化的同时,实现汽车组装效率大幅提升。Model 3 的后车身结构从70个部件变为 Model Y 的 2个部件,最终将变为 1 个部件。
在特斯拉的超级工厂内,6000吨级别的大型一体化压铸机,按照单次循环180秒来算,每天工作20个小时,则单台压铸机的产能是12万件每年。要知道,整个2019年,特斯拉的交付量也就36万量。
No.4 国产压铸的崛起之路
国内铝合金压铸企业以二级供应商,中小件产品居多,大致分为三类:
第一类:整车企业旗下的铝合金压铸厂,如长城汽车旗下的精工汽车压铸分公司,比亚迪旗下弗迪动力的精工中心,这类企业目前主要配套母公司。
第二类:国内主机厂与外资压铸公司成立的合资公司, 如上汽华域皮尔博格有色零部件(上海)有限公司,配套上汽大众、一汽大众 及上汽通用。
第三类:数量众多的第三方铝合金压铸供应商,如上市公司文灿股份、广东鸿图、爱柯迪等。配套采埃孚、博世、法雷奥、威伯科等变速箱、刹车、转向等系统供应商。
而一体化压铸的新变化,也在慢慢改变着产业格局。
01 本土企业的三次跃升
2003年,宁波的旭升股分为了进入特斯拉供应链,就采用了锂电池外壳一次压铸成型工艺,成为了特斯拉十年的供应商。
在旭升股分的招股说明书当中,用了将近万字来阐述这一过程的实现。可见此工艺的重要性。
在此后的几年时间当中,旭升股分陆续为Model S以及ModelY的电机躯壳供货,做到了同步研发。
旭升股份部分产品

合作初期,旭升股分在一辆Model车型上赚取高达4000元的收入,毛利率更是高达40%。
暴利的背后,反映的是依靠廉价制造成本,参与国际巨头产业分工的传统商业模式。
使用一体化压铸工艺,参与国际巨头的小型零部件供应,是本土压铸产业崭露头角的第一阶段。
国内压铸行业的第二次升级体现在上游设备上。正如文章开头所说的重达400吨的一体化压铸机。
这个巨型一体化压铸机制造商原本是意大利的一家企业,早在40年代就在国际上以高质量压铸机而出名。
2008年金融危机,力劲科技趁势拿下了这家企业,完成了对大型压铸机制造的垄断,更是创下了6000吨级的世界记录。
就在大家吹捧特斯拉一体化压铸工艺的同时,文灿股份也悄悄的进军大吨位压铸行业。
今年5月份,一口气与力劲科技签下了7套大型压铸设备,包括两套6000吨、三套4500吨、一套3500吨、一套2800吨.
这就意味着,拥有了大型压铸设备的文灿股份,将有能力对整车的车身进行一体化压铸,6000吨设备可以一次压出来一个车门,其他吨位的压铸车座。
这样一来,长期充当小而散的二三级零部件供应商们,有望凭借着车身大件的一次成型压铸,晋升一级供应商,成为一个小型的“富士康”。
02 投资的核心逻辑
对国内压铸产业的崛起进行回溯,主线是:为整车头部企业打工——参与整车结构的同步研发——自购设备输出制造方案。
燃油车时代,不同车系对应不同零部件配套模式,如日韩系供应链相对封闭,多采用其参股或控股的零部件企业,欧美系供应链相对开放。
整车厂在采购零部件时,通常又以车型招标。这些特点都决定了国内汽车零部件市场的高度碎片化。
而进入到新能源汽车发展时代,依托本土产业配套,有望实现角色替代。
如果未来10年,一体压铸车体的渗透可以达到90%的话,那么,2030年全球车身+车门结构件的大型压铸机及系统总投资约1700亿,压铸模具总投资360亿元,未来10年行业CAGR达到60%。
至于诸如文灿股份这样的车身大件供应商市场空间,颠覆传统的冲压焊接,想象力还是有的。
目前,国内主要的上市公司有力劲科技、广东鸿图、派生科技、旭升股份、爱柯迪和文灿股份。依次在细分领域快马加鞭的抢占份额。
从产业环节的角度看,可以从下面几个维度来跟踪:
首先,看上游压铸机。
自2021年起2000吨以上大型压铸机将呈现爆发式增长或将供不应求。全球压铸机龙头力劲科技和国内压铸机第二名的伊之密是值得关注的。
其次,看中游制造商。
由于压铸行业的重资产门槛,在材料、产品、模具、工艺上较为领先的文灿股份实现二级供应商到一级供应商的角色升级,是有可能的。
今年8月份,文灿与力劲科技的9000T超级智能压铸单元签约,成为全球最大吨位的智能化压铸单元,已经高于特斯拉的8000T 铸造机。
这也意味着文灿股份在大型一体化车身技术方面将继续引领行业的发展。
另外,立志要打一场铸造产业翻身仗的本土企业们,专注高压铸铝工艺的旭升股份,以及雨刮器等小型工件龙头爱柯迪、广东鸿图都在整军备战。
由此一来,一场由特斯拉充当先锋,力劲科技提供军火,文灿科技、旭升股分、爱柯迪任攻坚大将的铸造行业之战已经拉开。
当然,从目前来看,国内的汽车行业铝合金结构件品类多,产品各具特点,铝合金压铸行业呈现分散发展格局。
如果随着新能源汽车轻量化的应用,全面采用一体铸造技术,能减少30%的工厂用地,还能降低40%的车身大型部件制造成本。
压铸这个传统的产业,重新赋予新赛道的活力实现快速增长,已经曙光初现。
本文编选自“君临财富”,智通财经编辑:玉景。


 扫码下载智通APP
扫码下载智通APP