
光大:煤老大如何“氢”装上阵
本文来自微信公众号“EBS公用环保研究”,作者为光大公用环保团队。
本文要点
制氢技术多元化,因地制宜是关键。随着燃料电池等氢能产业写入国家战略,氢能开发受到市场关注。制氢是氢能产业链最前端环节,当前技术路线多元化不存在单一最优模式,需要因地制宜。我国作为煤炭资源大国,煤制氢是未来煤炭清洁利用的重要突破口。
储氢、运氢是氢能利用发展的掣肘。当前,氢气运输瓶颈尚未完全突破、成本较高,且加氢站数量不足导致氢能利用发展滞后。我们对目前三大运输方式进行理论测算后认为,未来全国氢气储运基础设施构建中,大规模制氢企业与城市门站之间主要可以管道方式运输;城市内部或区域之间中短距离可以集装管束(拖车)运输,液氢槽罐车则能在300公里以上的远距离需求中发挥一定优势。制氢环节未来沿海主要以化工副产制氢模式,内陆则是煤制氢与可再生能源制氢并存。我国煤炭资源与能源消费地呈逆向分布,考虑储氢、运氢成本较高,资源地产氢且就近消纳是可行方案。
煤制氢是我国传统煤化工转型的突破口。我国传统煤化工煤制甲醇项目产能利用率不足60%,主要分布于内蒙古、山西等富煤地区,停产产能中45%采用煤制甲醇工艺。这部分产能具有改造成专门制氢装置的潜能,其改造成本为新建项目的65%。煤制氢相比天然气制氢具有较好的成本竞争力,价格约0.9元/立方米。考虑到未来对煤化工褐煤的利用可能,成本还存在下降空间。根据我们敏感性测算,若改造比例达10%,全国单醇装置可供给124万辆燃料电池车;若煤化工消费占比提升1个百分点,全国新建煤制氢项目可供给543万辆燃料电池车。
投资建议:未来我国制氢产业将呈现煤制氢、工业副产制氢、可再生能源制氢三大技术路线并存格局。(1)沿海地区:加氢站与煤炭资源呈逆向分布。由于尚未建立完善的氢气疏运系统,运输成本是限制沿海地区煤制氢的主要因素;氯碱、PDH和乙烷裂解等化工副产供氢是燃料电池车氢源的有效途径。(2)非沿海地区:东北、华北、西北等“三北”地区光伏、风能等分布式可再生资源丰富,过剩电力可用于电解制氢。以河北张家口为例,为了解决弃风问题,地方政府大力发展风电制氢项目,计划在2020年完成21座加氢站建设项目。“三西”地区煤炭资源丰富,煤制氢潜力巨大:以山西为例,大同市已提出“氢能之都”的建设目标,2018年雄韬氢能大同产业园项目开工,该项目将建成年产能5万套的燃料电池发动机生产基地与年产能5万套的燃料电池电堆生产基地,年产值超过200亿元。
整体产业的发展仍然是一个长期过程,短期推进应以试点方式,二级市场的投资机会也多以主题性为主。建议关注具有煤气化资源优势,积极布局加氢站、燃料电池整车制造的美锦能源。此外建议关注在制氢领域积极布局的神华集团、兖矿集团等大型煤炭企业,其上市平台分别是中国神华、兖州煤业。
风险分析:煤价大幅上涨削弱煤制氢经济性;加氢站建设进度不及预期;运输环节建设进度不及预期;CCS技术成本能否降低具有不确定性。
投资聚焦
研究背景
随着燃料电池等氢能产业写入国家战略,氢能开发受到市场关注。制氢作为氢能——燃料电池车产业链最前端环节,在当前多元化技术背景下,如何选择适宜我国资源禀赋、经济环境等客观条件的制氢路径关系到整个产业链的发展。
我国“多煤贫油少气”的资源特征决定了煤炭在能源结构中的核心地位,清洁化利用是煤炭行业未来必经之路,而煤制氢为此提供了一个绝佳的突破口。我们希望通过本篇报告,对煤制氢技术路径在我国适用性、推广路径做出探讨,寻找“点煤成金”的行业新增长点。
我们区别于市场的观点
当前主流制氢方式分为工业尾气副产氢、电解水制氢、化工原料制氢、化石燃料制氢等,制氢成本(包括环境成本)是选择技术路径时考虑的重要因素。
与市场认知所不同的是,我们不认为存在单一最优模式,当前,氢气运输瓶颈尚未完全突破、成本较高,且加氢站数量不足导致氢能利用发展滞后;资源地产氢且就近消纳是可行方案。制氢环节上未来沿海主要以化工副产制氢模式,内陆则是煤制氢与可再生能源制氢并存。
煤制气(氢)是传统煤化工领域的基础环节,属于煤化工技术领域的关键性共性技术。煤制甲醇作为传统煤化工主要组成部分,目前产能利用率不足60%,停产产能中煤制甲醇接近45%。这部分产能具有改造成为专门制氢设备潜能,其改造成本为新建项目的65%。
投资观点
(1)沿海地区:由于尚未建立完善的氢气疏运系统,运输成本是限制沿海地区煤制氢的主要因素。氯碱、PDH和乙烷裂解等化工副产供氢是燃料电池车氢源的有效途径。
(2)中西部地区:“三西”地区煤炭资源丰富,煤制氢潜力巨大。以山西为例,大同市已提出“氢能之都”的建设目标,2018年雄韬氢能大同产业园项目的开工,该项目将建成年产能5万套的燃料电池发动机生产基地与年产能5万套的燃料电池电堆生产基地,年产值超过200亿元。
(3)三北地区:东北、华北、西北等“三北”地区光伏、风能等分布式可再生资源丰富,过剩电力可用于电解制氢。以河北张家口为例,为了解决弃风问题,地方政府大力发展风电制氢项目,计划在2020年完成21座加氢站建设项目。
整体产业的发展仍然是一个长期过程,短期推进应以试点方式,二级市场的投资机会也多以主题性为主。建议关注具有煤气化资源优势,积极布局加氢站、燃料电池整车制造的美锦能源。此外建议关注在制氢领域积极布局的神华集团、兖矿集团等大型煤炭企业,其上市平台分别是中国神华、兖州煤业。

运输是氢能利用的核心问题
1.1
制氢技术多元化,核心问题在运输环节
氢能作为一种二次能源,具有绿色无污染、原料丰富、利用方式多样的优势。经过工业领域数十年的发展,制氢工艺已经较为成熟。根据国际可再生能源署测算,2017年全球氢原料市场规模为1150亿美元,预计2022年将达到1550亿美元。
氢能源主产业链包括上游氢气制备、中游氢气运输储存、下游加氢站、氢燃料电池及氢能源燃料电池应用等多个环节,由于技术、基础设施不足等问题,目前各环节存在一定的难点:
制备:资源地和消费地逆向分布,制氢成本因技术路线和资源禀赋差异巨大;
储存:关键材料、部件依赖进口,尚不具备产业化条件;
运输:短期主要以气态高压、车载运输方式为主,经济性受到运距限制;
加注:加氢站缺乏统一审批规范,投资回收期长;
电堆:核心部件和材料国产化率较低。

2019年氢能源首次写入《政府工作报告》,政府工作任务中明确“将推动充电、加氢等设施建设”。其实,自2011年以来有关部门已经从战略、产业结构、科技、财政等方面相继发布了一系列政策,引导鼓励氢燃料电池等氢能产业发展。随着氢能应用技术发展逐渐成熟,以及全球应对气候变化压力持续增大,氢能产业关注度日益提升,氢能及燃料电池技术作为实现低碳环保发展的重要创新技术,正在迎接一轮高速发展窗口。
我国已将发展氢能提升到国家战略层面,《中国氢能产业基础设施发展蓝皮书》为我们描绘了中国氢能发展蓝图:
(1)初期阶段(2016-2020):制氢环节布局工业副产氢气回收、煤基制氢、可再生能源制氢三大技术,在2020年燃料电池车辆达到1万辆,加氢站数量达到100座,行业总产值达到3000亿元;
(2)中期阶段(2021-2030):加速可再生能源制氢推广,到2030年燃料电池达车达到200万辆,加氢站达到1000座;
(3)远期阶段(2031-2050):加速煤基低碳制氢推广和绿色氢能供给方式多元化,加氢站覆盖全国,燃料电池车保有量达1000万辆。

制氢是氢能产业链的最前端环节,当前技术路线多元化不存在单一最优模式,需要因地制宜选择适合所在地资源禀赋、经济条件等客观环境的制氢手段。制备氢气的方法已较为成熟,从多种来源中都可以制备氢气,每种技术的成本及环保属性都不相同,主要分为四种技术路线:工业尾气副产氢、电解水制氢、化工原料制氢、化石燃料制氢等。
利用化石燃料制氢是目前工业制氢的主要途径。在石化、钢铁、焦化工业领域,氢气一般以副产品的形式出现,在循环经济模式下被当做这些企业的重要化工原料或燃料。

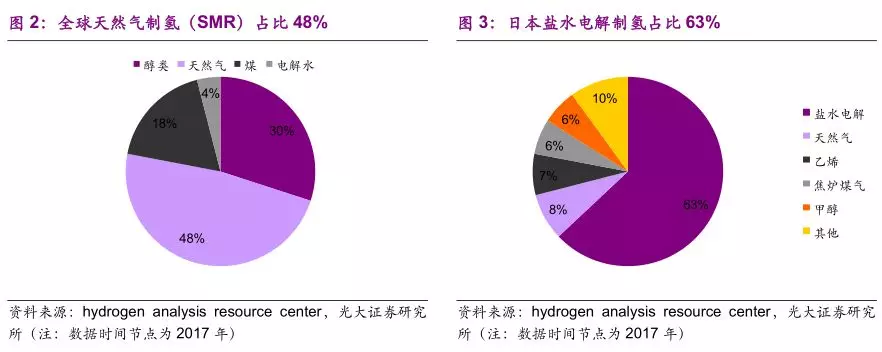
全球来看,目前主要的制氢原料 95%以上来源于传统能源的化学重整(48%来自天然气重整、30%来自醇类重整,18%来自焦炉煤气),4%左右来源于电解水。日本盐水电解产能占所有制氢产能的63%,此外产能占比较高的还包括天然气改制(8%)、乙烯制氢(7%)、焦炉煤气制氢(6%)和甲醇改质(6%)等。
1.2
氢气属于І类危险品,对运输安全要求较高
氢气在常温常压下为气态,密度仅为0.0899千克/立方米。作为易燃气体,它属于І类危险品,与空气混合能形成爆炸性混合物,遇热即发生爆炸,因此对运输安全要求较高。

氢气的储运氢气储运技术可以分为高压气态、液态、有机载体(LOHC)及固态储氢运输等四类。其中高压气态运输由于技术实现简单及成本低等特征,应用最为广泛,而液态运输次之。有机载体与固态运输处于试验阶段,成熟度较低。

高压气态运输
(1)集装格:集装格是采用钢结构框架将10-16只容积40L单瓶集装在一起采用常规车辆进行运输,钢瓶压强可以达到15-20Mpa。由于钢瓶自重较大,运输氢气重量仅占钢瓶重量的0.067%,运输效率低下,成本高。但集装格操作简单,运输方式灵活,适合于短距离、少量需求的供应。
(2)集装管束(拖车):是将多只大容积无缝高压钢瓶通过瓶身两端的支撑板固定在框架中构成,采用大型拖车运输。集国内主要生产商中集安瑞科生产的集装管束承受压力20Mpa,每次可装载氢气约4000Nm3,重约460kg。
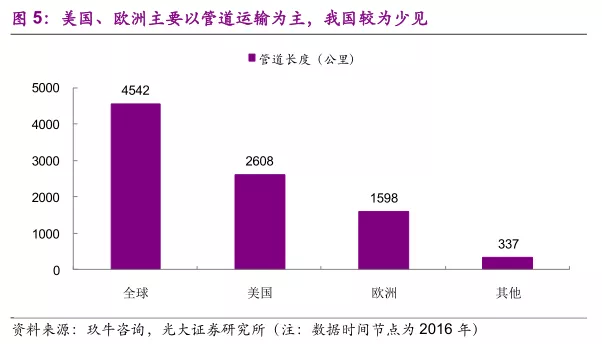
(3)管道运输:通过在地下埋设无缝钢管系统进行氢气输送,管道内氢气压力一般4Mpa,输送速度可达到20m/s。管道运输具有速度快、效率高的优点,但初始投资较高。氢气管道在美国及欧洲采用较多,我国则较为少见。
槽罐车液氢运输
液氢运输是将氢气于零下253摄氏度低温下转化为液体形态,采用槽罐车进行运输。相对于高压气态运输,液态氢具有更高的体积能量密度,因而运输效率大幅度提升。但氢气液化能耗较高,相当于被液化氢气热值的33%,同时在运输过程中具有极高的保温要求以防止液氢沸腾,因而成本较高。
1.3
三种氢气运输方式成本测算及比较
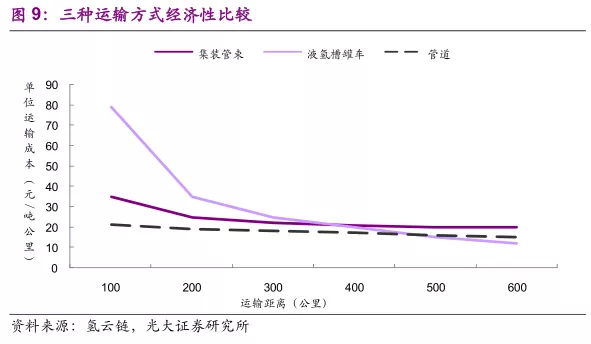
集装管束(拖车)、液氢槽罐车、管道氢气是当前最主要、成熟的氢气运输方式,为了分析其适合的使用场景及经济性,我们分别对这三种运输成本进行梳理及测算。
(1)集装管束(拖车)运输
集装管束(拖车)运输成本主要包括:拖车折旧费、维护保养费、氢气压缩耗电、人员工资及运输油耗等。我们基于以下假设测算:拖车价格100万/台,分10年折旧,残值为0;每台拖车需要2名司机,人均工资15万/年;载气量460kg,每百公里耗油25升(柴油价格按6元/升);速度50km/小时,两端装卸时间约5小时,年有效工作时4500小时,氢气压缩过程耗电1kwh/kg(电费0.6元/度)。


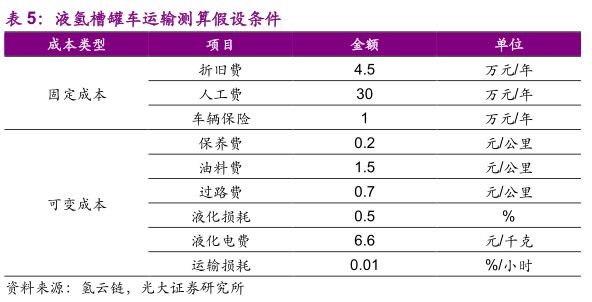
(2)液氢槽罐车运输
与集装管束车(拖车)运输方式相比,液氢槽罐车运输成本增加了氢气液化成本及运输途中液氢的沸腾损耗。我们基于以下假设测算:槽罐车价格45万/辆,分10年折旧,残值为0;每次装载液氢约4300kg,运输途中由于液氢沸腾平均每小时损耗0.01%,液化过程损耗0.5%。液化过程耗电11kwh/kg,槽罐车充卸一次耗时6.5小时。

(3)管道氢气运输
管道氢气运输成本主要包括管道建设费用折旧与摊销、直接运行维护费(材料费、维修费、输气损耗、职工薪酬等)、管理费及氢气压缩成本等。参考国内最近建成运营的氢气输送管道“济源-洛阳”项目,我们基于以下假设测算:采用φ508mm管道,年输送能力10.04万吨,建设成本为616万/公里,管道使用寿命20年;运行期间维护成本及管理费用占建设成本的8%;满载输送过程中每年损耗为1252千克/公里。


通过比较我们可以发现:1.在满负荷运营状态下,管道运输成本明显优于集装管束(拖车)与液氢槽罐车运输;2.在300公里运输距离之内,集装管束(拖车)运输成本优于槽罐车,而运距超过300公里之后,槽罐车运输成本开始低于集装管束(拖车)。
集装管束(拖车)与槽罐车单车运输量有限,可以根据市场需求变化调整运输车数量规模以提高利用率。而管道运输的经济性必须以高负荷为前提,单位运输成本受运输量影响显著。
未来全国氢气储运基础设施构建中,大规模制氢企业与城市门站之间主要可以管道方式运输;城市内部或区域之间中短距离以集装管束(拖车)运输为主,液氢槽罐车则能在300公里以上的远距离需求中发挥优势。
1.4
考虑储运成本,煤制氢或是内陆地区主要方式
我国工业气体生产领域起步较晚,大多数炼油企业多自建氢气制造厂满足本厂的氢气需要,专门氢气制造企业数量不多并且发展速度较慢,现有氢气制造业多分布于东部沿海地区。其中以广东省、江苏省、上海市、山东省、北京市企业最为集中。

从出厂成本来看,煤制氢,氯碱、丙烷脱氢制丙烯和乙烷裂解制烯烃副产成本远低于天然气、甲醇重整制氢和水电解制氢等路线。但由于煤制氢产能主要集中在内蒙古、山西等地区,距离东部沿海等消费中心较远,考虑到储氢和运氢后综合成本,其与氯碱、丙烷脱氢和乙烷裂解制氢相比不占优势。未来制氢环节将呈现煤制氢、工业副产制氢、可再生能源制氢三大技术路线并存格局。沿海走化工副产制氢模式,内陆则是煤制氢与可再生能源制氢并存。

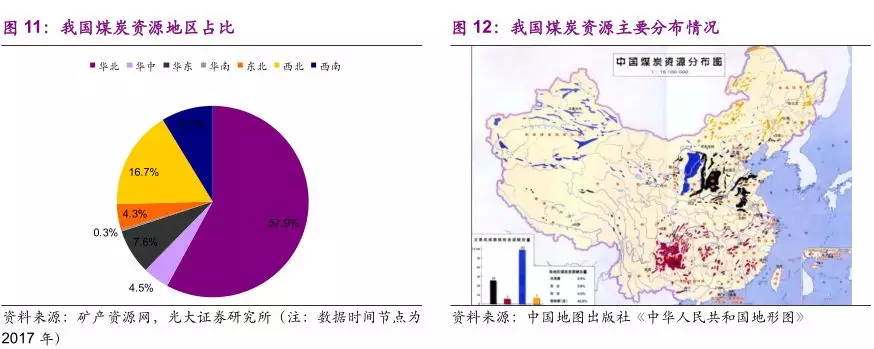
我国煤炭资源与当前阶段的制氢企业地域上呈逆向分布。煤炭资源地理分布总格局西多东少、北富南贫。区域分布上,华北地区占58%。其中山西、内蒙古、陕西、新疆、贵州、宁夏等6省,资源总量占全国的80%。山西、内蒙古、陕西、新疆、贵州等五省煤炭探明储量占全国比重达81%以上。
煤炭资源、煤化工产业集中于“三北”地区,但根据当前加氢站的布局规划,氢能需求主要集中在长三角、珠三角等相对发达地区。鉴于运输成本在外部供应加氢站成本结构中比重较大,必然面临储运问题。不同于已经具备大规模管道运输体系的天然气,煤制氢现在主要用车辆运输。车辆运输的经济运输半径一般在100千米以内。超过这个距离后运输成本变高,煤制氢的经济性将大幅下降。
我国是煤制氢应用最多国家之一,煤制氢的优势主要表现在三个方面:
原料可获得性。我国作为煤炭大国,煤炭在一次能源占比达60%,资源丰富且易得。
原料成本低。煤炭相比天然气等能源具有明显的价格优势。天然气制氢成本约为2元/立方米,而煤炭制氢的成本在0.8元/立方米左右。
煤制氢技术成熟,可规模化生产。清洁煤化工过程第一步产生的就是氢气,煤制氢技术可以追溯到上世纪八九十年代。在此期间,神华、齐鲁石化、茂名石化等煤化工行业龙头企业争相布局,推动了我国煤制氢技术的发展,一氧化碳转换、氢气分离提纯、大规模空分等关键技术上实现了国产化。可以说,我国煤制氢技术已较为成熟,可支持规模化应用,这是其他制氢路径不具备的优势。
另一方面,不可否认煤炭作为传统化石燃料在制氢过程中容易产生环保问题:
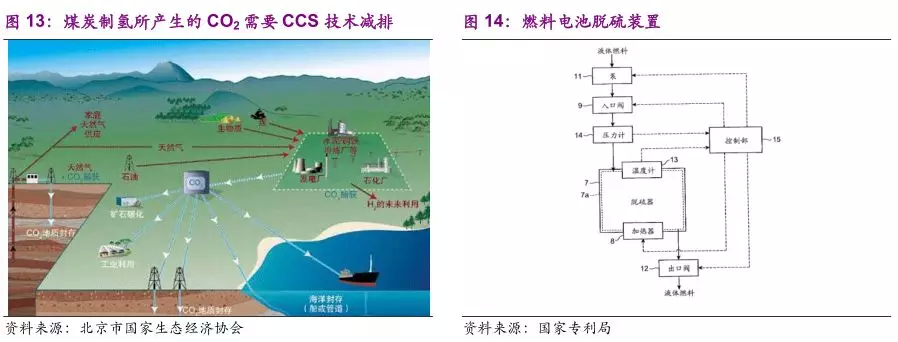
需要通过CCS技术处理、封存CO2
煤制氢工艺外排二氧化碳约是天然气制氢的4倍。我国在《联合国气候变化框架公约》的巴黎气候大会上承诺到2030年单位GDP二氧化碳排放量比2005年下降60%-65%,并在2030年前后化石能源消费的二氧化碳排放达到峰值的目标。煤制氢过程排放CO2,必须利用CCS技术才能实现减排。
需要进行脱硫处理
合成气中的硫来源于气化用煤,主要以H2S形式存在。气化用煤中的硫约有80%转化成H2S进入煤气,如果H2S进入燃料电池中,会引起燃料电池阴极催化剂“中毒”,造成阴极催化剂不可逆转的损伤,从而导致燃料电池性能迅速显著下降。为了防止重整催化剂的老化,需要安装用于可以去除硫成分的脱硫器。

2018年由国家能源投资集团牵头,同济大学、中国一汽、重工钢研等数十家企业和科研机构共同发起的中国氢能联盟在北京正式成立,联盟成员单位从发起的20家增加到54家。国能投作为中国氢能联盟首届理事长单位,煤化工板块年产超过400万吨氢气,已具备供应4000万辆燃料电池乘用车的制氢能力,在制氢产业有着得天独厚的优势。集团正在加快布局从制氢到加氢站的氢能利用全产业链,并参与氢燃料电池的研制与开发,正计划在江苏如皋、陕西咸阳、内蒙古包头等地投资建设氢能项目。
煤制氢是我国煤炭清洁利用的突破口
2.1
煤气化、工业副产是目前国内最主要氢气来源
我国煤炭资源储量丰富,天然气对外依存度高达30%,核能、可再生能源仍处于发展当中。从资源禀赋及能源利用现状等因素出发,煤炭气化制氢、可再生能源制氢前景广阔。从能源安全、经济发展稳定等现实角度考虑,煤制氢是煤炭清洁利用问题的极佳突破口。
过去煤制氢一直活跃在化工领域,不被大众所熟悉。前几年由于环保要求提高,油品质量升级步伐加快,煤制氢开始被炼油厂广泛应用。而2019年以来随着燃料电池的火热,煤制氢作为主要制氢路径之一,也逐渐走进公众的视野。
2010年至今,全国新建大型炼厂煤、石油焦制氢项目6套,煤制氢的总规模约为80.5万标准立方米/小时。煤/石油焦制氢仍然是中国炼厂制氢的主流工艺路线,根据亚化咨询《中国煤制氢年度报告2018》统计,2010年至今,全国新建大型炼厂煤/石油焦制氢项目6套,煤制氢的总规模约为80.5万标立米/小时。2017年底全国拟在建15个炼化一体项目中,已确定采用煤制氢的项目有11个,确定采用天然气制氢的只有1个。

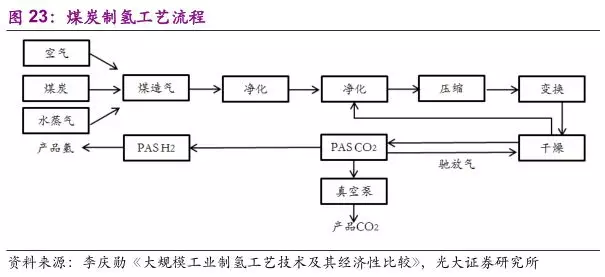
煤气化是煤制氢首要环节,通过气化将固体煤转化为含有CO、氢气、甲烷等可燃气体的合成气,再进一步通过分离技术得到氢气。目前广泛应用的煤气化技术有固定床气化、流化床气化及气流床气化:
固定床气化:固定床气化技术是以蒸汽、氧气为气化剂,将固体燃料转化成煤气的过程。代表性气化炉主要是碎煤加压气化炉。碎煤加压气化炉是国内操作最稳定、技术最成熟的煤气化技术之一,具有煤种适应性广泛、合成气中富含 CH4 、副产品多、氧耗低、单炉生产能力低、占地面积大及废水处理费用高的特点。
流化床气化:流化床气化最重要特点是气化剂和固体燃料进入一个高温的颗粒流化床。代表性气化炉为U-GAS 气化炉,具有气化强度高、气化剂与燃料之间的传热传质效率高及产品气体热值高的特点。
气流床气化:气流床气化使用极细的粉煤为原料,在气化炉内细颗粒粉煤分散悬浮于高速气流中,按进料方式分为干法进料(干煤粉)及湿法进料(水煤浆)两种。干煤粉气化代表性气化炉为 Shell、WHG、SE-东方炉,水煤浆气化代表性气化炉为GE气化炉。气流床气化具有有效气成分高、单炉气化能力高、气化反应速度极快、废水量少、处理简单、环境友好的特点。
从有效气成分的对比可知,固定床及流化床气化制氢的合成气有效组分含量较低,但两者均含有甲烷,对于以制取甲烷为目标产品的项目较有利。气流床气化技术合成气有效成分较高,均能达到 75% 以上。气流床技术是当前先进的洁净煤气化技术,也是煤气化技术发展的主流方向,中石化、国家能源集团等国内能源巨头的大型煤制氢项目也主要采用这一技术路线。

已建大型炼厂煤制氢装置中,多采用水煤浆气流床气化技术。水煤浆气化的优势在于:(1)原料适应性好,水煤浆气化可以气化烟煤、次烟煤和部分石油焦;(2)制氢压力高,与炼油氢气需求压力匹配性好;(3)产品匹配性好,气化合成气中氢气含量高 ;(4)单台炉投资低,设置备炉可确保气化连续供氢。

2.2
传统煤化工是潜在的煤制氢产能,可为改造基础
煤制甲醇是传统煤化工产业的重要组成部分。煤制氢作为煤制甲醇的前置环节,其产生的氢气被用于甲醇合成。当前存在较多的煤制甲醇停产产能,这部分设备具有改造成专门制氢装置的潜能。同时内蒙古等褐煤储量丰富的地区,可以充分发掘其成本优势。
(1) 传统煤化工及分布情况,可以成为改造的基础
内蒙古是我国褐煤储量、产量最丰富地区。褐煤是一种低阶动力煤,它热值低、煤质较差,不适宜长距离运输。目前褐煤消费主要方式包括:
1)用作坑口电厂和工业锅炉燃料,占总消费量70%;
2)用作煤化工原料,生产深加工产品,占总消费量10%;
3)用于民用市场,占总消费量5-10%。
煤化工以褐煤为原料,经济价值相对较高,但过去受褐煤开发利用技术限制,煤化工并未发展成最大的褐煤消费行业。以褐煤为原料和燃料的煤化工项目主要分布在内蒙古、东北三省及云南。其中内蒙古褐煤利用率较高的企业有呼伦贝尔金新化工、大唐化肥厂、东能化工、大唐克旗煤制气等;东北地区由于运距较远,较少使用褐煤作为煤化工原料,如辽宁合成氨一般采用焦炉煤气作为原材料;云南主要为云南煤化工集团的褐煤合成氨和甲醇项目。

目前褐煤主要生产矿井及消费企业均集中在国有大型企业旗下,其中褐煤生产矿井70%以上属于国有企业,而褐煤主要消费企业也基本为国有五大发电集团。
神华集团:集团在蒙东地区获取了丰富的褐煤资源,胜利一号露天矿神宝能源公司、大雁公司、宝清公司、神华国能锡林郭勒公司获得的探明资源储量超过100亿,年产量达8000万吨以上。
国电集团:集团下属褐煤矿井主要位于内蒙古锡林郭勒盟和赤峰市,年产褐煤近3000万吨,褐煤煤质低硫、低灰,发热量2800-4800大卡/千克。
国电投集团:集团所属煤矿年产褐煤6000万吨,矿井数量虽然不多,但单矿产能较大。
华能集团:集团下属褐煤矿井主要位于扎贲诺尔、伊敏河、宝日希勒矿区及大雁矿区,年产量4500万吨左右。


(2)煤化工改造的可能性,改造的技术路线
煤制气是传统煤化工领域的基础环节,属于煤化工技术领域的关键性共性技术。产生物合成气中氢气占比较高,例如在焦炉煤气制甲醇工艺中氢气占比高达60%。
过去国内通过煤气化生产的氢气主要用作化工合成(如合成氨 、甲醇)原料气,而很少直接用煤为原料制氢。煤制甲醇设备通过一定改造即可成为专门制氢设备:保留该套装置的煤浆制备、气化、灰水处理,变换、低温甲醇洗,硫回收,空分、空压装置中部分中控室,去除甲醇装置和成品罐区的投资,并增加变压吸附(PSA)分离和净化部分。
煤制甲醇是传统煤化工最主要产业,目前国内甲醇生产工艺主要有煤制甲醇、天然气制甲醇、焦炉煤气制甲醇三种。受我国“富煤贫油少气”资源现状制约,煤制甲醇成为国内甲醇生产的主要方式,在三种煤化工制甲醇路线中,煤制甲醇占比75.2%。

根据工艺不同,甲醇装置可分为单醇装置与联醇装置,后者是甲醇、合成氨联产工艺。从改造难度及经济性来讲,单醇装置更加适合,单醇煤制甲醇产能4011万吨,占比达60%。
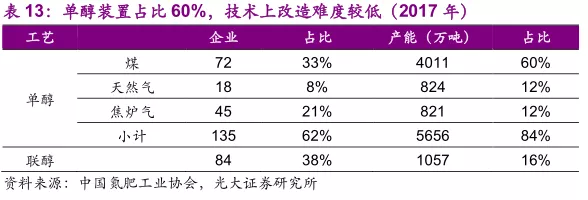
截至2017年末,我国甲醇总产能合计约8167万吨,除长期停车装置以外,长期有效产能约7644万吨,同期全国精甲醇产量4529万吨,产能利用率59.2%,行业存在产能过剩的情况。从统计的停产(连续两年停产)甲醇生产企业数据来看,煤制甲醇占比达44.5%。煤炭制氢为产能过剩的煤制甲醇细分行业带来了新的需求。


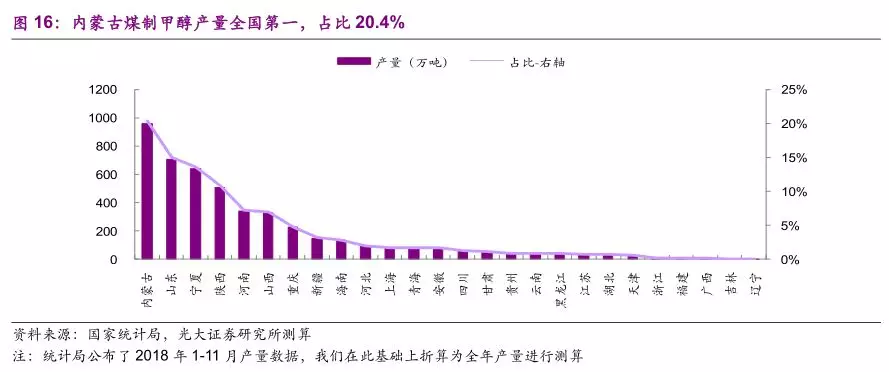
根据测算2018年精甲醇产量4707万吨,内蒙古、山东、宁夏、陕西、河南、陕西、重庆、新疆、海南九省合计生产甲醇4001万吨,占全国总产量的85%。
(3)煤制氢投资成本及煤化工改造成本
煤制氢适用于大规模制氢,通常项目产能在5万m3/h以上,单位产能投资额约1.5亿m3/h,其中固定资产占项目总投资的80%以上。主要设备包括煤气化、净化、空分、辅助装置,投资产比分别为31%/35%/30%/4%。
荆门盈德气体煤制氢项目:总投资13亿元,设计规模为氢产量5.3万 m3/h,作为荆门石化1000万吨油品质量升级工程的配套工程,被列为湖北省重点项目。
茂名石化项目:我国单产能力最大的煤制氢项目茂名石化20万m3/h,总投资30亿元。项目采用美国通用能源公司水煤浆气化工艺技术和德国鲁奇公司低温甲醇洗工艺技术。
煤制甲醇装置通过一定改造即可用于专门制氢——去除甲醇装置和成品罐区的投资,并增加变压吸附(PSA)分离和净化部分。以25万吨煤制氢为例,项目总投资23.4亿元,其中净化、空分装置设备投资合计12.3亿元,加上安装、建筑工程投资金额,改造总预算约15亿,是新建项目投资的65%。

2.3
改造、新建煤制氢项目可供燃料电池车的敏感性分析
传统煤制甲醇装置经过改造可以成为专门制氢设备,同时部分煤炭资源丰富地区也存在新建煤制氢项目可能。我们分别以存量单醇装置项目改造比例、煤化工消费提升率为变量,测算不同情形下可供燃料电池车的数量。
改造项目
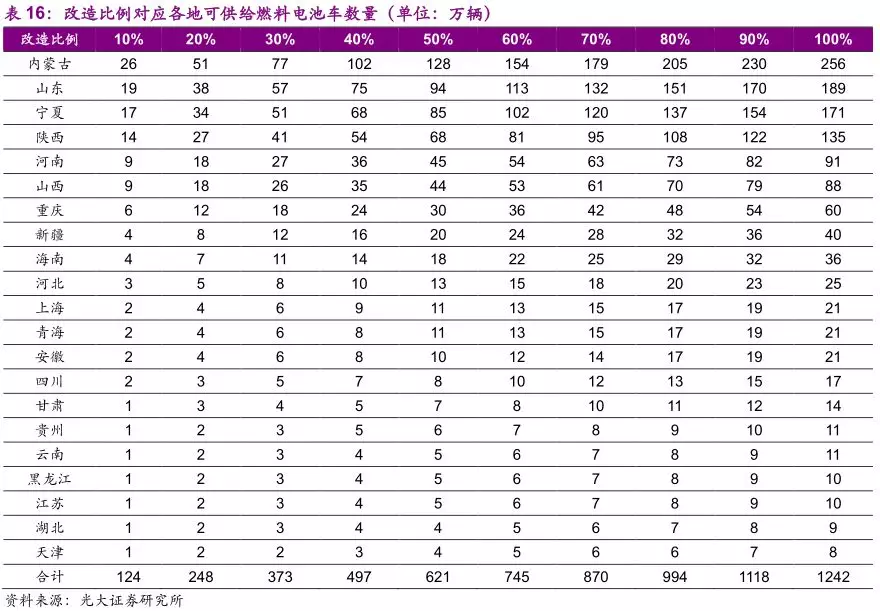
从技术改造的角度来看,单醇装置改造难度及成本最低。截至2016年末,全国煤制甲醇单醇装置总产能4011万吨。我们以2018年各省甲醇产量为基础,基于以下假设测算:(1)各省甲醇产量占比等于单醇装置产能产比;(2)60万吨/年煤制甲醇装置配套60000Nm3/h PSA制氢装置;(3)设备利用率5000小时/年。(4)每辆燃料电池车每年消耗0.14吨氢气。
内蒙古、山东、宁夏、陕西、河南、山西合计单醇产能占比达74%, 改造后理论上每年可以提供148.8亿立方米氢气。

由于设备改造比例具有不确定,改造力度取决于产业政策、盈利水平、环保要求等诸多因素,我们通过敏感性分析来测算不同改造比例各地可供给燃料电池车数量:若改造比例为10%,全国单醇装置可供给124万辆燃料电池车;若全部完成改造,可供给1242万辆燃料电池车。
新建项目
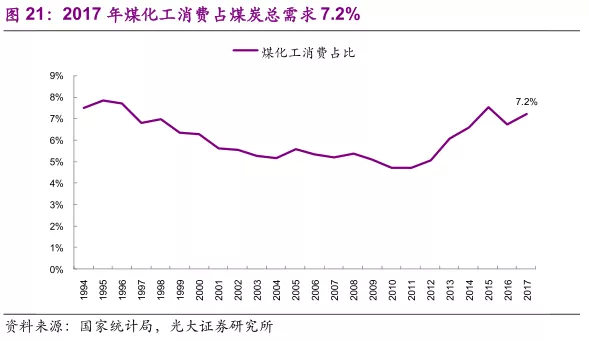
2017年煤化工用煤2.8亿吨,占煤炭总需求7.2%。长期来看,随着煤化工产业发展,消费占比存在提升空间。煤制氢可以成为煤化工增长的方向之一。截至2018年上半年,全国在产煤矿总产能约35亿吨。山西、内蒙古、陕西、河南、贵州合计产能24.9亿吨,占全国总产能71.5%。丰富的煤炭产能为煤制氢新建项目提供了原料保障。
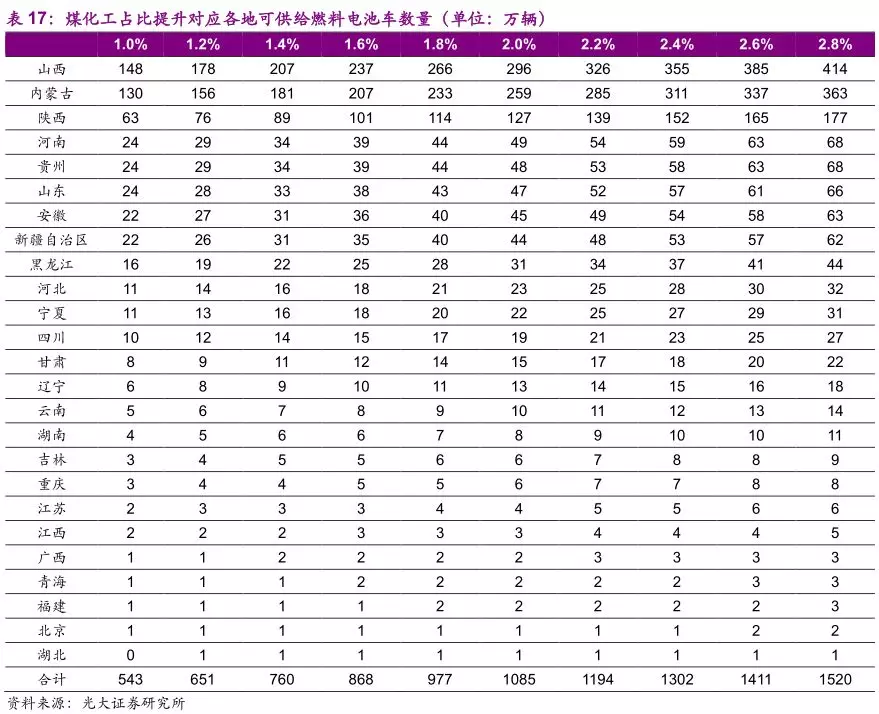
我们以煤化工消费提升比例为自变量,通过敏感性测算分析各地新建煤制氢项目可供给燃料电池车数量,假设条件包括:(1)每吨甲醇消耗原料煤2吨;(2)60万吨/年煤制甲醇装置配套60000Nm3/h PSA制氢装置;(3)设备利用率5000小时/年。(4)每辆燃料电池车每年消耗0.14吨氢气。
若煤化工消费占比提升1个百分点,全国新建煤制氢项目可供给543万辆燃料电池车;若占比提升2.8个百分点,可供给1520万辆燃料电池车。
2.4
煤制氢的成本测算以及和天然气制氢的比较
从国际经验来看,煤炭、天然气均可作为大规模、稳定的内地制氢来源。与当前全球应用最广的天然气制氢相比,煤制氢更符合我国资源条件,我们从经济性角度对二者进行了比较。
制氢原料路线的选择取决于原料资源的可获得性、技术成熟度和原料经济合理。比较而言,天然气制氢单位投资低,煤制氢产量高,价格低廉,成本优势显著。在天然气价格较高和政策管控的情况下,煤制氢经济性好。
天然气制氢主要流程包括常减压蒸馏、催化裂化、催化重整和芳烃生产。甲烷水蒸气重整技术自1926年首次应用至今,经过近 80 多年的工艺改进,是目前工业上天然气制氢应用最广的方法。
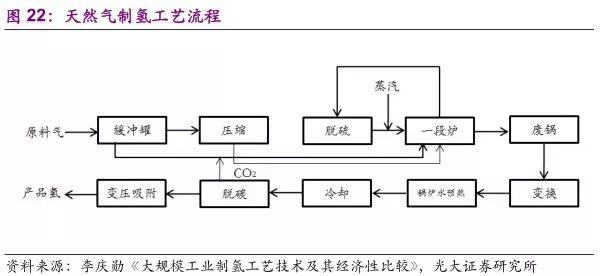
煤制氢涉及复杂的工艺过程。煤炭通过气化、一氧化碳耐硫变换、酸性气体脱除、氢气提纯等关键环节,可以得到不同纯度的氢气。一般情况下煤气化需要氧气,因此煤炭制氢还需要与之配套的空分系统。煤制氢的核心是煤气化技术。
天然气制氢成本主要由天然气、燃料气和制造成本构成,其中天然气价格占比73%,燃料气占比14%、制造及财务费占比9%。
煤制氢成本主要由煤炭、氧气、燃料动力能耗和制造成本构成,但原料占比仅37%远小于天然气比重。一般煤制氢气采用部分氧化工艺,按照配套空气分离装置氧气成本测算,占氢气生产的26%。由于煤制氢气投入大,制造及财务费用也成为重要的成本影响因素,占比达23%。

以9万m3/h独立制氢装置,对两种工艺路线进行比较,假设条件如下:
(1)天然气价格2018年沿江地区工业天然气均价3.25元/立方米,以此作为天然气制氢原料价格测算基础;2018年秦皇岛动力煤均价约600元/吨,以此作为煤制氢原料价格测算基础。
(2)氧气外购成本0.5元/立方米,3.5MPa蒸汽100元/吨,1.0MPa蒸汽70元/立方米,新鲜水4元/立方米;电费0.56元/千瓦时。
(3)煤制氢采用水煤浆技术,建设投资12亿元,天然气制氢建设投资6 亿元。装置 10年折旧后残值5%;修理费3%/年,财务费用按建设资金70%贷款,年利率5%。

从制氢成本敏感性图可以看出,天然气路线的制氢成本受天然气价格影响较大,天然气价格每上涨0.5元/立方米,制氢成本提升约0.2元/立方米。而煤制氢路线的制氢成本受煤炭价格变化较小,煤炭价格每上升100元/吨,制氢成本提升约0.06元/立方米。从原料价格的上涨趋势看,煤炭的价格抗风险能力也要优于天然气。
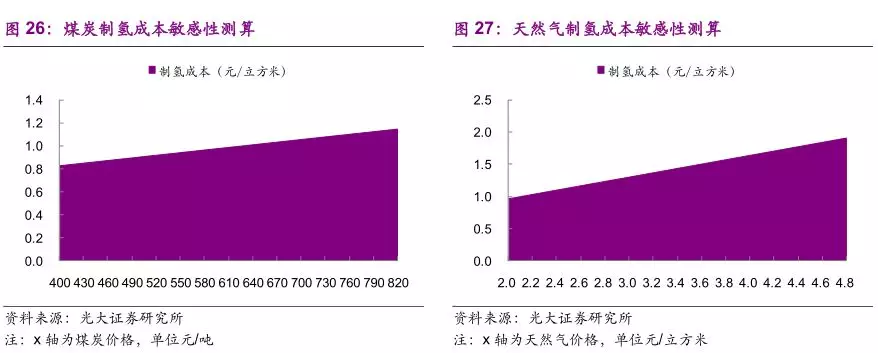
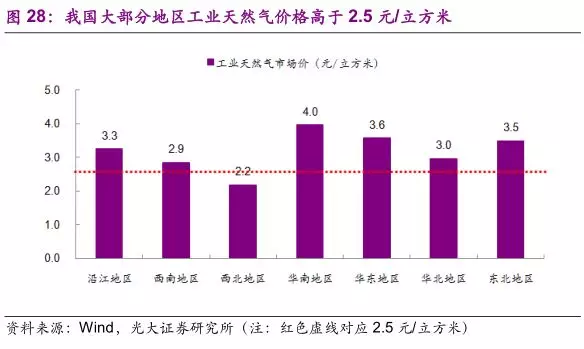
在煤炭价格水平约600元/吨情形下,如果天然气制氢要实现与煤制氢同样的生产成本,天然气价格必须维持在2.5元/立方米左右。目前我国东部沿海地区工业天然气价格在3-3.5元/立方米,华南地区价格最高约4元/立方米。煤制氢相比天然气制氢具有较好的成本竞争力,在西北、西南等天然气资源充足地区企业可考虑选择以天然气为原料制氢。
天然气制氢的特点在于流程短,投资低,运行稳定。煤制氢的特点在于流程长,投资高,运行相对复杂,因煤炭价格相对较低,制氢成本低。当制氢规模低于5万Nm3 /h 时,煤制氢的氢气成本中固定资产折旧成本高,与天然气制氢相比没有优势。当制氢规模大于5万Nm3 /h,煤制氢成本中固定资产折旧成本较低,其氢气成本具有竞争能力。制氢规模越大,煤制氢路线的成本优势越明显。
投资建议
当前氢气运输瓶颈尚未完全突破、成本较高,且加氢站数量不足导致氢能利用发展滞后。我们对三大运输方式进行理论测算后认为,未来全国氢气储运基础设施构建中,大规模制氢企业与城市门站之间主要可以管道运输;城市内部或区域之间中短距离可以集装管束(拖车)运输,液氢槽罐车则能在300公里以上的远距离需求中发挥一定优势。制氢环节上未来沿海主要以化工副产制氢模式,内陆则是煤制氢与可再生能源制氢并存。我国煤炭资源与能源消费地呈逆向分布,考虑储氢、运氢成本较高,资源地产氢且就近消纳是可行方案。
未来我国制氢产业将呈现煤制氢、工业副产制氢、可再生能源制氢三大技术路线并存格局。(1)沿海地区:沿海地区加氢站与煤炭资源呈逆向分布。由于尚未建立完善的氢气疏运系统,运输成本是限制沿海地区煤制氢的主要因素。氯碱、PDH和乙烷裂解等化工副产供氢是燃料电池车氢源的有效途径。(2)非沿海地区:东北、华北、西北等“三北”地区光伏、风能等分布式可再生资源丰富,过剩电力可用于电解制氢。以河北张家口为例,为了解决弃风问题,地方政府大力发展风电制氢项目,计划在2020年完成21座加氢站建设项目。“三西”地区煤炭资源丰富,煤制氢潜力巨大。以山西为例,大同市已提出“氢能之都”的建设目标,2018年雄韬氢能大同产业园项目的开工,该项目将建成年产能5万套的燃料电池发动机生产基地与年产能5万套的燃料电池电堆生产基地,年产值超过200亿元。
整体产业的发展仍然是一个长期过程,短期推进应以试点方式,二级市场的投资机会也多以主题性为主。建议关注具有煤气化资源优势,积极布局加氢站、燃料电池整车制造的美锦能源。此外建议关注在制氢领域积极布局的神华集团、兖矿集团等大型煤炭企业,其上市平台分别是中国神华、兖州煤业。
3.1
美锦能源:煤气化资源优势,布局燃料汽车全产业链
公司在煤炭主业升级发展的同时,加大力度推动转型创新发展项目落地。根据“一点(整车制造)、一线(燃料电池上下游产业链)、一网(加氢站网络)”总体规划,在氢能领域进行全产业链布局。
2018年公司收购控股了国内最大的氢燃料电池客车企业飞驰汽车,在氢能应用领域奠定了坚实基础。同时,与广东鸿运高新技术投资有限公司共同出资设立广州鸿锦投资有限公司,通过投资拓展氢能产业链上下游环节,致力于推动燃料电池技术自主化、产业化,打通产业链关键环节,打造具备国际竞争实力的氢能产业集群。
公司业务板块在炼焦过程中焦炉煤气富含50%以上氢气,在低成本制氢和发展加氢站等方面拥有得天独厚的优势条件。飞驰汽车目前已经成为国内生产氢燃料电池客车首次实现出口的公司。作为当前国内少数具备实际量产能力及运营调试经验的氢能源整车制造公司,飞驰汽车已研发出3个系列燃料电池客车,并分别投入佛山三水区、云浮市区的氢能公交线路运行。
风险提示:煤炭价格下跌风险;加氢站项目建设进度低于预期;飞驰汽车订单数量不及预期。
3.2
其他煤炭能源公司的布局介绍
(1)国家能源投资集团(原神华集团)
2018年2月,国能投集团牵头联合国家电网、中国中车、三峡集团、中国一汽、东风汽车等多家央企成立中国氢能源及燃料电池产业创新战略联盟,氢能是神华未来的重要业务之一。
集团已在江苏如皋建设了一座加氢站,并在陕西咸阳等地进行加氢站项目调研开发,未来将构建以点带线的氢走廊,形成东西南北中氢能产业战略布局。根据规划发展氢能产业路径分为两个方面,在方向上同时发展上游制氢供氢于加氢基础设施和下游的燃料电池产业,在商业模式上既要成为氢能与燃料电池为主的能源供应商,又要成为以氢气为主的气体供应商,还要成为以二氧化碳利用为主的化学品供应商。
建议关注神华集团上市平台中国神华(01088)。
(2)兖州煤业集团
2019年1月,由兖矿集团牵头组建的山东氢能源与燃料电池产业联盟在山东济南正式成立。为适应国家新能源发展战略,兖矿集团开始实施氢能源产业三年行动:先是成立专项工作组赴日本东芝总部,实地考察了东芝府中事务所氢能源技术研发中心、丰田汽车加氢站;将氢能纳入企业发展战略,制定计划探索氢能源的提纯、存储和运输技术,规划氢能源使用示范区。2018年11月25日,兖矿还与日本株式会社泰和商事、日本能源环保国际促进会三方签署《氢能源利用领域项目推进工作合作意向书》。
建议关注兖矿集团上市平台兖州煤业(01171)。
风险分析
(1)煤炭价格大幅上涨削弱煤制氢经济性。煤炭成本在煤制氢中的成本占比较高,如果未来煤炭价格大幅上涨将会抬升煤制氢成本,从而降低其经济性。
(2)加氢站建设进度不及预期。根据规划我国加氢站未来将从沿海向内陆推广,煤制氢工艺主要适用于煤炭资源丰富的中部、西部地区。如果加氢站内陆推广进度不及预期,将会影响煤制氢项目的落地。
(3)运输环节建设进度不及预期。不同于已经具备大规模管道运输体系的天然气,煤制氢现在主要用车辆运输。虽然国家产业规划已明确提出将加快氢气管道、拖车、罐车储运综合体系的建立,但具体成效有待观察。由于运输成本在煤制氢中占比较高,运输体系的完善将影响煤制氢的推广。
(4)CCS技术成本能否降低具有不确定性。从氢能发展中期及远期来看,制氢环节产生的CO2必须通过CCS技术手段进行减排处理。煤制氢工艺所产生的CO2较高,虽然国家能源投资集团项目已取得成功,如果要在全行业推广仍需要进一步降低成本。


 扫码下载智通APP
扫码下载智通APP